A Máquina de Conformação de Telhas Esmaltadas: Elegância em Engenharia Metálica
No universo de coberturas e revestimentos arquitetônicos, poucos materiais possuem o charme atemporal das telhas cerâmicas esmaltadas. Por séculos, suas cores vibrantes, brilho vítreo e qualidade artesanal adornaram edifícios históricos em todo o mundo. No entanto, o processo tradicional — moldar a argila, aplicar esmalte e queimar em forno a temperaturas extremas — é inerentemente trabalhoso, pesado e caro. A busca por um material que pudesse replicar essa estética tão apreciada, superando suas limitações práticas, levou a uma notável façanha da engenharia: a Máquina de Conformação de Telhas Esmaltadas.

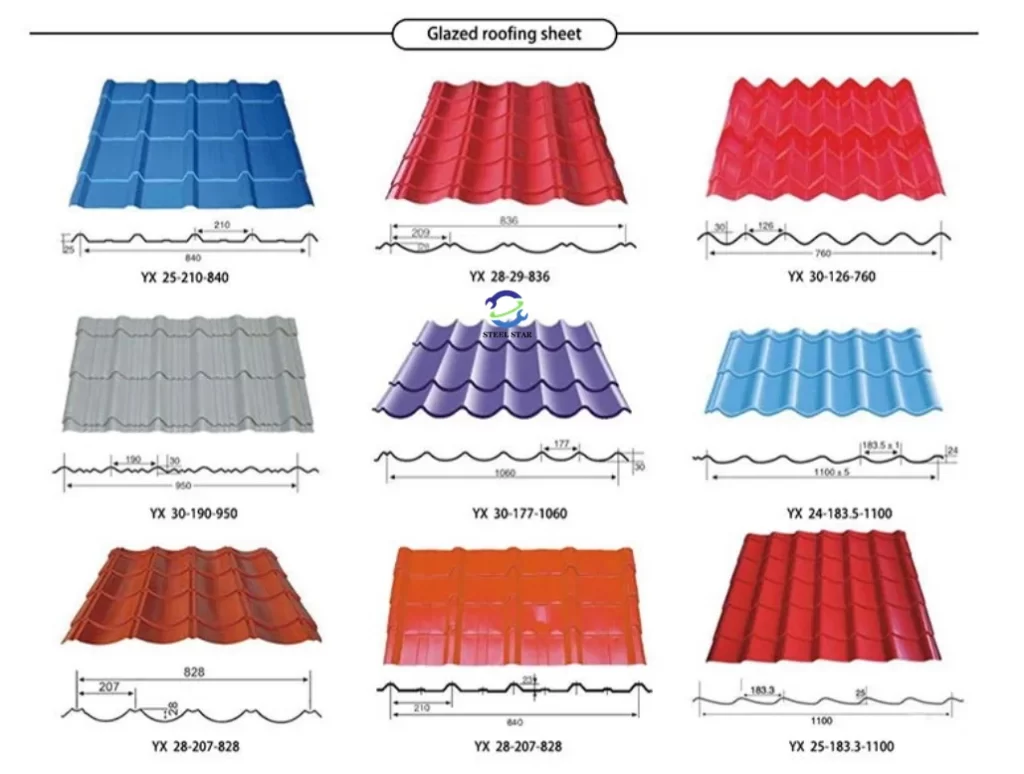
Este sofisticado equipamento não trabalha com argila ou esmalte da maneira tradicional. Em vez disso, trata-se da tecnologia central por trás da produção de painéis metálicos para telhados e paredes que imitam com precisão o perfil tridimensional, as linhas de sombra e — o mais importante — a profundidade visual brilhante e variada das telhas esmaltadas. Representa o ápice do revestimento de bobinas moderno e da conformação precisa de metais, criando um produto de alto desempenho para fachadas que equilibra a beleza histórica com a engenharia contemporânea.
Este artigo explora a tecnologia, o processo e o impacto transformador dessa máquina especializada, explicando como ela transforma bobinas planas de aço ou alumínio revestidas em fachadas arquitetônicas convincentes e duráveis.
A mágica começa muito antes de o metal entrar na máquina de conformação. O “esmalte” em uma telha metálica não é uma camada vítrea cerâmica, mas um sistema avançado de revestimento de bobinas multicamadas. Compreender isso é fundamental para apreciar o papel da conformadora de rolos.
Um substrato típico é aço de alta resistência (frequentemente da classe G550) ou alumínio, pré-acabado em uma linha contínua de revestimento em bobina que opera como um processo separado, a montante:
- Pré-tratamento Químico: A bobina de metal é limpa e tratada quimicamente para criar uma micro-superfície ideal para adesão da tinta e resistência à corrosão.
- Aplicação do Primer: Um primer epóxi ou à base de cromato com inibidor de corrosão é aplicado.
- Camada Base e Impressão de Padrões: Aqui, o efeito “esmaltado” é criado. Uma cor base sólida é aplicada. Em seguida, técnicas avançadas de impressão, frequentemente usando rotogravura rotativa ou revestimento de rolo de precisão, aplicam padrões complexos e multitonais. Isso pode replicar a sutil variação de cor, manchas e nuances texturais encontradas em esmaltes artesanais — onde as cores se misturam e se acumulam, evitando a aparência plana e uniforme da tinta padrão.
- Camada de Acabamento: A Camada de “Esmalte”: A camada líquida final crítica é um polímero de alto desempenho. Para um acabamento brilhante que imita o esmalte cerâmico, utiliza-se um sistema de resina de Fluoreto de Polivinilideno (PVDF) ou Poliéster com um modificador de alto brilho. Esta camada é curada para criar uma superfície dura, excepcionalmente lisa e reflexiva. Para um visual esmaltado granulado/metálico (imitando alguns esmaltes de grés), grânulos minerais finos ou flocos metálicos são incorporados a esta camada.
- Película Protetora (Opcional): Uma película plástica removível é frequentemente laminada na superfície para proteger o acabamento impecável durante a fabricação, o transporte e a instalação.
Esta bobina pré-acabada e “esmaltada” — com seu padrão visual complexo já definido — é a matéria-prima para a máquina de perfilagem. A tarefa da máquina é moldar essa superfície delicada e decorada em uma forma 3D complexa sem arranhar, distorcer ou danificar o padrão.
Anatomia de uma Máquina de Conformação de Telhas Esmaltadas
A máquina é uma sinfonia de mecânica de precisão, manuseio cuidadoso e controle digital. Ela é mais delicada e sofisticada do que uma linha de produção de painéis de telhado padrão devido à necessidade de preservar a superfície decorativa.
Componentes Principais e Fluxo do Processo:
1. O Desbobinador de Precisão e a Mesa Guia de Entrada:
O processo começa com um desbobinador robusto, com controle de tensão, que segura a preciosa bobina revestida (geralmente de 3 a 10 toneladas). Uma mesa guia de entrada, equipada com rolos de polímero que não danificam a superfície, garante que a bobina entre na máquina perfeitamente alinhada. A tensão é crucial: muita tensão pode esticar e distorcer o padrão impresso; pouca tensão pode causar erros de alimentação.
2. Estação de Relevo (Crítica para a Autenticidade):
Antes da conformação principal, a chapa plana geralmente passa por uma unidade de relevo de precisão. Aqui, um conjunto de rolos de aço macho/fêmea combinados (ou uma prensa plana) imprime uma microtextura no metal. Esta não é o perfil do azulejo, mas uma textura de superfície — como um sutil efeito martelado, grão ou padrão pontilhado — que replica a qualidade tátil da argila queimada e quebra o reflexo da luz para realçar a profundidade visual do “esmalte”. Esta etapa deve ser perfeitamente sincronizada com o padrão impresso.
3. O Coração: O Laminador de Conformação de Rolos Multiestágios:
A chapa plana, texturizada e impressa entra no laminador de conformação, uma série de 14 a 24 suportes individuais, cada um contendo um conjunto de rolos de aço ferramenta meticulosamente usinados.
Site Oficial:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français)
www.portuguesegreatforming.com(Portuguese)